Trubkové tvarovky svařované na tupo představují páteř moderních potrubních systémů napříč průmyslovými odvětvími od ropy a zemního plynu až po farmaceutickou výrobu. Tyto precizně navržené komponenty umožňují změny směru, připojení odboček, přechody velikosti a zakončení vedení při zachování strukturální integrity a schopnosti udržet tlak u svařovaných potrubních sítí. Na rozdíl od závitových nebo přírubových spojů, tvarovky pro svařování na tupo vytvářejí trvalé, nepropustné spoje prostřednictvím tavného svařování, které nabízejí vynikající pevnost, minimální pokles tlaku a zvýšenou spolehlivost v náročných provozních podmínkách. Pro inženýry, konstruktéry a výrobce, kteří pracují na vytváření bezpečných a účinných potrubních systémů, je nezbytné porozumět různým typům tvarovek pro svařování na tupo, jejich specifickým aplikacím, rozměrovým normám a kritériím výběru.
Svařovací lokty pro změnu směru
Kolena představují nejběžněji používané tvarovky pro svařování na tupo, které umožňují potrubním systémům měnit směr při zachování kontinuity toku a strukturální pevnosti. Tyto tvarovky jsou k dispozici v různých úhlech, poloměrech a konfiguracích, aby vyhovovaly různým požadavkům na směrování a výkonnostním specifikacím. Standardní 90stupňové koleno mění směr proudění o pravý úhel a představuje tahouna změn směru potrubí. Tato kolena se dodávají ve dvou primárních konfiguracích rádiusu: dlouhý rádius (LR) a krátký rádius (SR). Kolena s dlouhým poloměrem se vyznačují poloměrem středové osy rovným 1,5násobku jmenovitého průměru potrubí a poskytují jemnější změny směru proudění, které minimalizují pokles tlaku a erozi, což z nich činí preferovanou volbu pro většinu aplikací.
Kolena s krátkým poloměrem, s poloměrem středové osy rovným jmenovitému průměru trubky, vytvářejí kompaktnější změny směru, které jsou užitečné tam, kde prostorová omezení brání tvarování s dlouhým poloměrem. Těsnější ohyb však vytváří vyšší tlakové ztráty a zvýšenou turbulenci, což může způsobit erozi ve vysokorychlostních nebo abrazivních provozech. 45stupňové koleno poskytuje jemnější změnu směru než 90stupňové tvarovky, které se často používají ve dvojicích k vytvoření 90stupňových zatáček s nižší tlakovou ztrátou než jednotlivá 90stupňová kolena. Pro specifické aplikace lze vyrobit další specializované úhly včetně 22,5 stupňů a vlastních úhlů, ačkoli standardizované 45 a 90 stupňové tvarovky nabízejí lepší dostupnost a nižší náklady.
Metody výroby kolen
Kolena pro přivařování na tupo se vyrábí několika procesy, z nichž každý ovlivňuje vlastnosti tvarovky a vhodnost pro různé aplikace. Bezešvá kolena, vytvořená ohýbáním bezešvých trubek za tepla nebo za studena, nabízejí stejnoměrnou tloušťku stěny a žádný podélný spoj, díky čemuž jsou ideální pro vysokotlaké a kritické služby. Svařovaná kolena, vyrobená z desky nebo svařované trubky, obsahují podélný svar, který je třeba vzít v úvahu při konstrukci a orientaci při instalaci. Kolena ohnutá na trnu, vytvořená ohýbáním rovné trubky přes formovací trny, poskytují vynikající rozměrovou konzistenci, ale mohou vykazovat ztenčení stěny na extrados (vnější poloměr) a zesílení na intrados (vnitřní poloměr), které je třeba vzít v úvahu při výpočtech napětí.

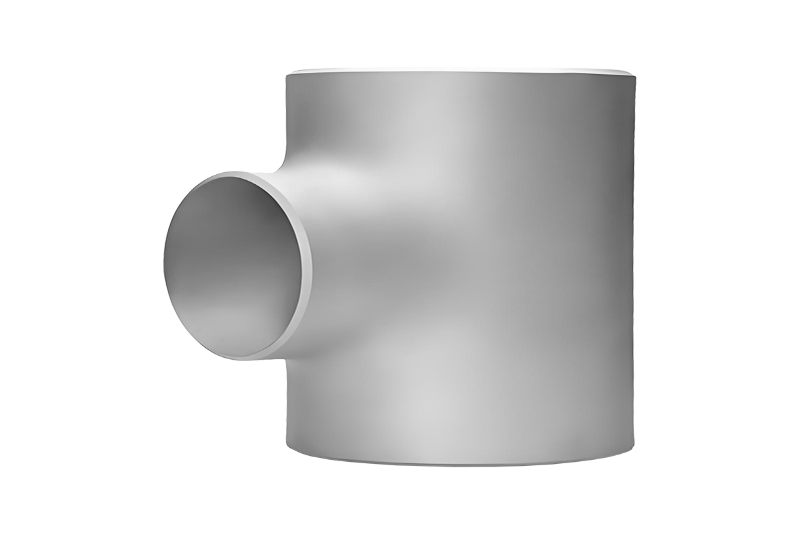
T-kusy a křížové tvarovky pro připojení odboček
T-kusy umožňují připojení odboček v potrubních systémech a vytvářejí třícestné spoje, kde se proudění může dělit nebo kombinovat. Rovné odpaliště, nazývané také stejné odpaliště, má stejné průměry na všech třech otvorech, což umožňuje, aby se trubky stejné velikosti protínaly v pravém úhlu. Tato konfigurace vyhovuje aplikacím, kde se průtok rozděluje rovnoměrně nebo kde odbočky a vedení mají podobné průtoky. Redukční T-kusy obsahují odbočný vývod s menším průměrem při zachování spojení se stejným průměrem, čímž se přizpůsobí odbočkám s nižšími požadavky na průtok bez potřeby samostatných redukčních armatur. Redukovaný výstup může být soustředný (vycentrovaný) nebo excentrický (odsazený), přičemž excentrické konfigurace zabraňují hromadění kapaliny ve vodorovných odbočkách.
Křížové tvarovky, i když jsou méně běžné než T-kusy, poskytují čtyřcestné průsečíky, kde se protínají dvě kolmé trubky. Tyto tvarovky podléhají složitým vzorcům napětí pod tlakem a tepelným zatížením, což je činí dražšími a obecně méně preferovanými než použití více tvarovek T. Kříže však poskytují prostorově efektivní řešení pro konkrétní geometrie a jsou příležitostně nutné v kompaktních instalacích. T-kusy i kříže jsou k dispozici v různých plánech a jmenovitých tlakech, aby odpovídaly specifikacím spojovacích trubek a zajistily konzistentní tloušťku stěny a schopnost udržet tlak v celém potrubním systému.
| Typ kování | Konfigurace | Primární aplikace | Klíčová výhoda |
| Rovné tričko | Vývody stejného průměru | Rovnoměrné rozdělení průtoku | Jednotné jmenovité tlaky |
| Zmenšení Tee | Snížený vývod odbočky | Přípojky odbočných vedení | Řešení s jednou armaturou |
| Boční tričko | 45stupňová větev | Hladší přechod proudění | Nižší tlaková ztráta |
| kříž | Čtyřcestná křižovatka | Kolmé průsečíky | Prostorová efektivita |
Redukce pro přechody velikosti potrubí
Redukce usnadňují přechody mezi různými průměry potrubí, což umožňuje optimalizaci rychlosti proudění a nákladů na potrubí v celém systému. Koncentrické redukce udržují společnou středovou linii mezi většími a menšími rozměry potrubí a vytvářejí symetrický tvar kužele. Tato konfigurace funguje dobře pro vertikální potrubí nebo plynové rozvody, kde je důležité udržení středové linie a hromadění kapaliny není problémem. Postupná změna průměru koncentrických reduktorů minimalizuje turbulence a tlakovou ztrátu, takže jsou vhodné pro většinu aplikací s přechodem velikosti, kde to geometrie umožňuje.
Excentrické redukce se vyznačují přesazenými středovými liniemi, přičemž jedna strana armatury zůstává plochá nebo rovnoběžná, což zabraňuje hromadění kapaliny ve vysokých bodech nebo kapes páry v nízkých bodech v horizontálním potrubí. Instalace excentrických reduktorů s plochou stranou nahoře ve vodorovných kapalinových potrubích zabraňuje tvorbě plynové kapsy, která by mohla způsobit narušení proudění nebo kavitaci. Naopak instalace plochou stranou dolů v horizontálních plynových potrubích zabraňuje hromadění kapaliny, která by mohla způsobit tok slimáků nebo problémy s korozí. Excentrická konfigurace také usnadňuje vypouštění během údržby tím, že eliminuje nízké body, kde by se mohly zachytit kapaliny.
Úvahy o konstrukci reduktoru
Úhel zmenšení průměru v reduktorech ovlivňuje tlakovou ztrátu a průtokové charakteristiky. Standardní redukce mají typicky úhly mezi 15 a 30 stupni, vyvažují kompaktní montážní délku proti přijatelným tlakovým ztrátám. Strmější úhly vytvářejí kratší tvarovky, ale zvyšují turbulence a tlakovou ztrátu, zatímco pozvolnější úhly vyžadují delší tvarovky, ale poskytují hladší přechody proudění. Pro kritické aplikace zahrnující vysoké rychlosti nebo erozivní služby mohou být specifikovány vlastní redukce s postupným zužováním, aby se minimalizovaly poruchy proudění. Tloušťka stěny reduktorů se typicky shoduje s tlustší ze dvou spojovacích trubek, aby byla zajištěna dostatečná pevnost v celé přechodové zóně.
Čepice pro ukončení a uzavření linky
Krytky pro přivařování na tupo zajišťují trvalé uzavření konců trubek, vytvářejí tlakotěsné zakončení slepých vedení, dočasné zakončení během postupné výstavby nebo trvalé připojení zařízení. Tyto tvarovky kopulovitého tvaru efektivně rozdělují tlakové zatížení prostřednictvím své zakřivené geometrie a dosahují stejného jmenovitého tlaku jako spojovací potrubí při použití relativně tenkého materiálu. Polokulový nebo eliptický tvar uzávěrů poskytuje vynikající poměr pevnosti a hmotnosti ve srovnání s plochými uzávěry, což z nich činí preferovanou volbu pro koncovky obsahující tlak.
Čepice jsou k dispozici v různých tvarech hlavy, včetně polokulových, eliptických (2:1) a torisférických, z nichž každá nabízí jiný poměr hloubky k průměru a účinnost při zachování tlaku. Polokulové uzávěry poskytují nejsilnější geometrii, ale vyžadují nejhlubší profil, zatímco eliptické a torisférické uzávěry nabízejí kompaktnější řešení s mírně sníženým tlakem. Pro aplikace vyžadující častý přístup nebo potenciální budoucí rozšíření mohou být přírubové uzávěry se slepými přírubami praktičtější než permanentní uzávěry na tupo, i když s vyššími počátečními náklady a zvýšeným potenciálem úniku.
Konce a přeplátované spojky
Konce přeplátovaného spoje, také nazývané přeplátované přepážkové konce, jsou specializované tvarovky pro přivařování na tupo navržené pro práci s přírubami přeplátovaného spoje při vytváření semipermanentních přírubových spojů. Tupý konec se přivaří k trubce a zároveň poskytuje zaoblené lemování, které dosedá na volnou přírubu přeplátovaného spoje. Tato konfigurace nabízí několik výhod oproti tradičním přivařovacím hrdlovým přírubám, zejména v systémech využívajících drahé slitinové potrubní materiály. Čepový konec vyrobený ze stejné slitiny odolné proti korozi jako trubka poskytuje veškerý kontakt se smáčeným povrchem, zatímco bezdotyková přeplátovaná příruba může být vyrobena z levné uhlíkové oceli, což výrazně snižuje náklady na materiál.
Konce čepů usnadňují vyrovnání během instalace, protože příruba přeplátovaného spoje se může volně otáčet na konci čepu, což zjednodušuje vyrovnání otvorů pro šrouby s protilehlými přírubami. Tato funkce se osvědčuje zejména při instalaci dlouhých potrubí nebo při připojování k pevnému zařízení, kde je obtížné přesné vyrovnání otáčení. Tupý svarový spoj mezi pahýlovým koncem a trubkou lze rentgenologicky prozkoumat snadněji než koutové svary používané s násuvnými nebo hrdlovými svařovacími přírubami, což poskytuje vyšší záruku kvality pro kritické služby. Sestava dvoudílné příruby s nákružkem a přeplátovaným spojem však stojí více než ekvivalentní příruby s přivařovacím hrdlem, když obě součásti používají stejný materiál, což omezuje použití na situace, kdy úspory nákladů na materiál nebo výhody vyrovnání ospravedlňují zvýšené náklady na montáž.
Rozměrové standardy a specifikace
Tvarovky pro přivařování na tupo jsou vyráběny podle různých rozměrových norem, které zajišťují kompatibilitu se standardními rozměry trubek a plány tloušťky stěny. ASME B16.9 se vztahuje na továrně vyrobené tvarovky z kované oceli pro svařování na tupo, které stanoví rozměry, tolerance a jmenovité hodnoty tlaku a teploty pro velikosti NPS 1/2 až NPS 48. Tato norma definuje montážní rozměry včetně vzdáleností od středu ke konci pro kolena, rozměrů od středu ke středu a od konce ke konci pro T-kusy a kříže a redukce pro lícní a čelní délky. MSS SP-75 poskytuje specifikace pro vysoce testované tvarovky pro svařování na tupo, které pokrývají stejné typy tvarovek se zlepšenými mechanickými vlastnostmi pro náročné provozní podmínky.
Tyto normy specifikují plány tloušťky stěny odpovídající standardním schématům potrubí (Schedule 10 až XXH), což zajišťuje, že tvarovky si udrží konzistentní jmenovité tlaky se spojovacími trubkami. Normy také definují toleranční rozsahy pro kritické rozměry, limity ovality a požadavky na přímost, které zajišťují správné uchycení během svařování a montáže systému. Pro velikosti, materiály nebo konfigurace, na které se nevztahují standardní specifikace, lze vyrobit vlastní armatury podle požadavků specifických pro projekt, i když za vyšší cenu a delší dodací lhůty než standardní položky katalogu.
Specifikace materiálu
Tvarovky pro přivařování na tupo jsou k dispozici v kompletní řadě potrubních materiálů včetně uhlíkové oceli, nerezové oceli, legované oceli, slitin niklu, titanu a dalších specializovaných materiálů. Mezi běžné materiálové specifikace patří ASTM A234 pro tvarovky z uhlíkové a legované oceli, ASTM A403 pro tvarovky z austenitické nerezové oceli a různé další normy ASTM pro specifické rodiny materiálů. Výběr materiálu závisí na provozních podmínkách včetně teploty, tlaku, korozivního prostředí a kompatibility s procesními kapalinami. Tvarovky by měly odpovídat nebo překračovat specifikaci spojovací trubky, aby byla zajištěna konzistentní odolnost proti korozi a mechanické vlastnosti v celém potrubním systému.
Speciální tvarovky pro přivařování na tupo
Kromě standardních kolen, T-kusů, redukce a uzávěrů řeší jedinečné požadavky na potrubí specializované tvarovky pro přivařování na tupo. Boční části, nazývané také postranní T-kusy nebo tvarovky Wye, mají odbočovací spoje pod úhlem 45 stupňů spíše než kolmé odbočky standardních T-kusů. Tato konfigurace poskytuje hladší přechody proudění pro odbočky, snižuje pokles tlaku a erozi ve srovnání s 90stupňovými T-kusy. Boční části jsou zvláště cenné ve vysokorychlostních službách nebo tam, kde je kritická minimalizace tlakových ztrát, ačkoli jejich specializovaná geometrie je činí dražšími než standardní T-kusy.
Lisovací vsuvky, nazývané také redukční vsuvky nebo nestejné vsuvky, kombinují funkci redukce s krátkou délkou trubky v jediné armatuře. Tyto komponenty přecházejí mezi velikostmi potrubí na velmi krátkou vzdálenost, což je užitečné tam, kde prostorová omezení brání instalaci standardních reduktorů. Sedla nebo tvarované výstupní armatury poskytují zesílené odbočné spoje pro zhotovené výstupní aplikace, přivařené na potrubí k vytvoření odbočovacích otvorů bez samostatných tvarovek T. Tyto vyrobené spoje nabízejí flexibilitu v umístění větví a úhlech, ale vyžadují specializované svařovací postupy a kontrolu, aby byla zajištěna adekvátní pevnost a nepropustná konstrukce.
Požadavky na přípravu a úkosování
Správná příprava koncovek je rozhodující pro dosažení zdravých tupých svarů při instalaci těchto tvarovek. Standardní tvarovky pro přivařování na tupo jsou dodávány se zkosenými konci připravenými pro svařování podle specifikací ASME B16.25. Standardní úhel úkosu 37,5 stupňů (vytvoření 75stupňového vnitřního úhlu, když jsou spojeny dva zkosené konce) poskytuje dostatečné otevření kořene a vhodný úhel drážky pro úplné proniknutí svaru pomocí různých svařovacích procesů. Kořenová plocha, obvykle 1,6 mm (1/16 palce), poskytuje přistání pro kořenový průchod a pomáhá předcházet propálení během počátečního svařování.
Správné vyrovnání a kontrola mezery během montáže zajišťují kvalitu svaru a integritu systému. Kořenový otvor mezi namontovanými součástmi se obvykle pohybuje od 1,6 mm do 3,2 mm v závislosti na svařovacím procesu, tloušťce stěny trubky a preferenci svářeče, s konzistentními mezerami po obvodu zajišťujícími rovnoměrný přívod tepla a pronikání. Nesouosost mezi tvarovkou a osou potrubí by měla být minimalizována, přičemž většina kódů omezuje posun na 1,6 mm nebo 1/8 tloušťky stěny, podle toho, která hodnota je menší. Nadměrná nesouosost vytváří koncentrace napětí a potenciální body selhání, zejména v cyklickém provozu, kde dochází k únavovému zatížení.
Kritéria výběru pro tvarovky pro přivařování na tupo
Výběr vhodných tvarovek pro přivařování na tupo vyžaduje vyhodnocení mnoha faktorů nad rámec jednoduché rozměrové kompatibility. Požadovanou tlakovou třídu a výběr materiálu určují provozní podmínky včetně tlaku, teploty, charakteristik kapaliny a průtoku. Korozivní nebo erozivní práce mohou vyžadovat modernizované materiály nebo plány silnějších stěn, aby byla zajištěna odpovídající životnost. Průtokové charakteristiky ovlivňují výběr geometrie fitinku – vysokorychlostní služby využívají kolena s dlouhým poloměrem a postupné redukce k minimalizaci poklesu tlaku a eroze, zatímco kompaktní instalace mohou vyžadovat kolena s krátkým poloměrem navzdory vyšším tlakovým ztrátám.
- Hodnoty tlaku a teploty: Odpovídají nebo překračují maximální konstrukční podmínky s odpovídajícími bezpečnostními rezervami
- Materiálová kompatibilita: Zajistěte odolnost proti korozi a mechanické vlastnosti vyhovující procesním kapalinám a provozním podmínkám
- Plán a tloušťka stěny: Udržujte konzistentní tloušťku stěny v celém systému pro jednotný jmenovitý tlak
- Shoda s předpisy: Ověřte, že armatury splňují příslušné předpisy pro potrubí, jako jsou ASME B31.1, B31.3 nebo jiné požadavky specifické pro jurisdikci
- Dokumentace kvality: Získejte zprávy o zkouškách fréz, certifikace materiálů a zprávy o rozměrových kontrolách pro kritické služby
- Ekonomická hlediska: Porovnejte počáteční náklady na montáž s instalační prací, očekávanou životností a požadavky na údržbu
Nejlepší postupy instalace a kontrola kvality
Úspěšná instalace tvarovky s tupým svarem vyžaduje dodržování osvědčených postupů, které zajišťují kvalitu spoje a integritu systému. Správné uložení tvarovky chrání zkosené konce a vnitřní povrchy před poškozením, korozí a znečištěním před instalací. Kování by mělo být před instalací vizuálně zkontrolováno, aby se ověřila shoda rozměrů, zkontrolovaly se povrchové vady a zajistilo se správné označení třídy materiálu. Čištěním vnitřních povrchů a oblastí pro přípravu svaru se odstraní oleje, nečistoty, okuje a další nečistoty, které by mohly ohrozit kvalitu svaru nebo vnést do systému látky podporující korozi.
Specifikace svařovacího postupu (WPS) a kvalifikace svářeče vhodné pro materiály, tloušťku stěny a provozní podmínky musí být ověřeny před zahájením svařování. Požadavky na předehřátí pro uhlíkové a legované oceli musí být vypočteny a aplikovány, aby se zabránilo praskání způsobenému vodíkem a zajistila se odpovídající tažnost svaru. Tepelné zpracování po svařování může být vyžadováno u silnostěnných tvarovek, určitých materiálů nebo specifických provozních podmínek, aby se uvolnilo zbytkové napětí a obnovily se vlastnosti materiálu ovlivněné svařováním. Nedestruktivní vyšetření včetně radiografie, ultrazvukového testování nebo jiných metod ověřuje kvalitu svaru a detekuje vady, které by mohly ohrozit integritu systému.
Pochopení různých typů potrubních tvarovek pro svařování na tupo, jejich specifických vlastností a správného výběru a instalačních postupů umožňuje inženýrům a výrobcům vytvářet spolehlivé a efektivní potrubní systémy. Od všudypřítomného kolena umožňujícího změny směru až po specializované koncovky usnadňující cenově výhodné přírubové spoje, každý typ tvarovky plní specifické funkce v rámci celkové potrubní sítě. Pozornost na rozměrové standardy, materiálové specifikace, požadavky na konečnou přípravu a osvědčené postupy instalace zajišťují, že tyto kritické komponenty spolehlivě fungují po celou dobu jejich zamýšlené životnosti a udržují bezpečnost systému a provozní efektivitu v bezpočtu průmyslových aplikací.

 2025-11-17Přečtěte si více
2025-11-17Přečtěte si více 2025-11-17Přečtěte si více
2025-11-17Přečtěte si více